一、一般要求
1、
齿轮减速机装配必须按生产合同的型号、规格、安装尺寸等要求组装,并符合图样和有关技术文件的规定。
2、装配的零部件,必须是经检验部门检验后的合格件,在装配前对准备装配的零件还应进行全面检查(着重检查主要配合尺寸),确认无误时再进行装配。
3、在装配前,对所有零部件的外表面的毛刺、切屑、油污等赃物必须清楚干净,对未加工表面的箱体、齿轮、蜗杆、蜗轮、压盖等表面残余物清楚干净,并涂以防锈漆。
4、各零件的配合及齿轮、蜗轮蜗杆啮合处不允许有碰伤、损伤情况,如有轻微擦伤,在不影响使用性能的情况下,经技术部门同意后,允许用油石或刮刀修理。
5、在装配时,对齿轮及配合轴、齿轴等必须擦洗干净,用压机或温差法装配,在不破坏轴径及中心孔的情况下,可用锤装配。
6、装配时,应检查齿轮啮合的接触斑点、间隙(按产品标准要求)及运转是否平稳、轴承间隙等。
7、装配过程中试运行,需将箱盖合上,运行时绝对禁止敲击减速机零件。 8、装配调试结束后,应将所有零件重新清洗一遍,并涂润滑油脂,在箱体、箱盖及压盖接合面处,涂以密封胶,结合后,用螺栓拧紧,上好油封。
9、装配好后,加油试车运行,待正、反运行20min后,如无异常声音,交检验员检验油漆后入库。
二、对滚动轴承的装配要求
1、装配前必须除掉轴与轴承配合面上的毛刺、锈蚀、斑点等缺陷。
2、如果采用刮刀或锉刀修理轴承的配合表面时,必须达到原加工精度的要求,保证其形状偏差在允许的范围之内。
3、轴承在装配前,必须清洗干净。装配后须注入适量的润滑油。
4、轴承在装配时,方可打开包装纸。所有装在轴上的轴承,在不能即刻装配好后,应用干净的油纸遮盖好,以防铁屑、砂子等物侵入轴承中。轴及轴承清洗后,应在其装配面上涂一层清洁的油,然后进行装配。
5、带过盈的轴承装配时,最好用温差法或无冲击负荷的机械装置进行安装,如需用锤打击时,严禁直接打击轴承圈,应垫以铜棒或软铁管打击力必须均匀分布在被装配的带过盈的座圈上,不许通过球或滚柱传递打击力。
6、轴承必须紧贴在轴肩上,不准留有间隙。
7、轴承端面。垫圈及压盖之间的接合面必须平行,当拧紧螺钉后,压盖应均匀地贴在垫圈上,不许有部分间隙。如图样上规定有间隙时,四周间隙必须均等。
8、装配后用手转动轴或轴承时,轴承应能均匀、轻快、灵活地回转。
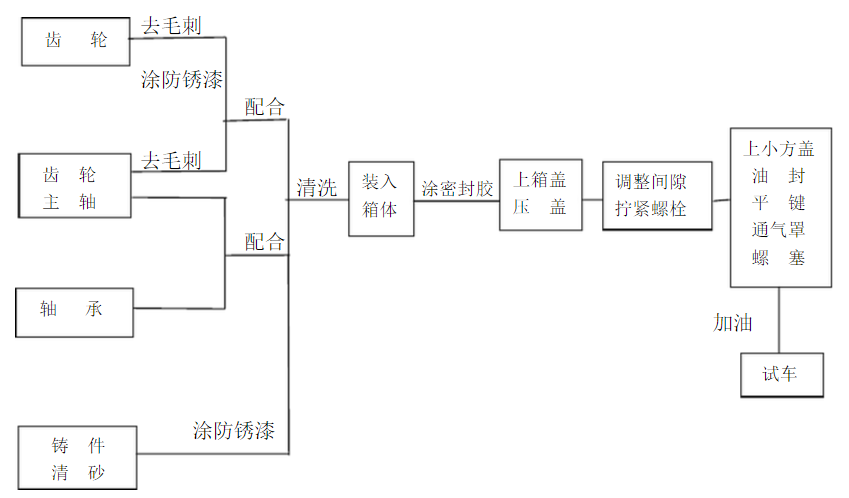
三、装配工艺流程图
四、检验规则: 出厂检验
每台减速器必须经厂检验部门检验合格,并附有产品质量合格证方能出厂。每台减速器须经空载实验,在额定转速下,正反两向各运转不少于40分钟。出厂检验项目包括:
A)型式、外形尺寸及油漆、外观质量 B)各联接件、紧固件是否松动 C)减速器繁荣清洁度和密封性能 D)油温升温 E)接触斑点 F)噪声
G)齿轮精度及齿面硬度
五、减速器的包装运输应符合GB/T191―2000及GB/T13384―1992规定